Ansys Advantage Magazine
Discover Excellence in Engineering Simulation
Each issue of Ansys Advantage showcases customers’ stories and important trends across a variety of industries. Learn how engineering simulation is accelerating product development, adding value and reducing costs.
Digital Engineering Drives Industry 5.0
"In alignment with Industry 5.0, simulation-powered digital engineering promotes a collaborative, human-centric approach that bridges technological advancements with industrial needs to support sustainable, resilient, and efficient processes."
— Scott Parent, Vice President, Chief Technologist Field Sales, Ansys, part of Synopsys

In This Issue:
Ansys Advantage: Digital Engineering Issue
Ansys Advantage: Simulating Space Issue
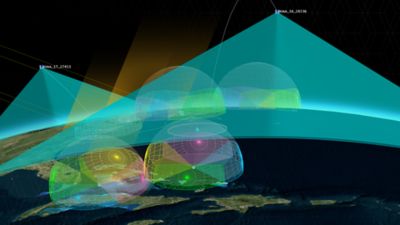
Plan the Mission
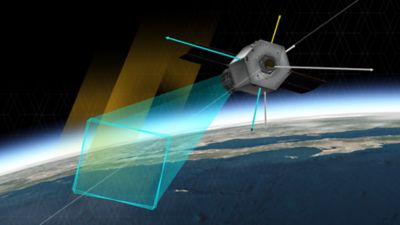
Design the Assets
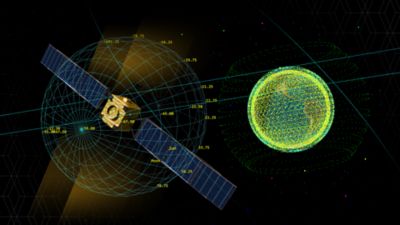
Protect the Assets
Take the Moonshot