Case Study
-
-
Access Free Student Software
Ansys empowers the next generation of engineers
Students get free access to world-class simulation software.
-
Connect with Ansys Now!
Design your future
Connect with Ansys to explore how simulation can power your next breakthrough.
Countries & Regions
Free Trials
Products & Services
Learn
About
Back
Products & Services
Back
Learn
Ansys empowers the next generation of engineers
Students get free access to world-class simulation software.
Back
About
Design your future
Connect with Ansys to explore how simulation can power your next breakthrough.
Free Trials
“This is the first and big step in learning to predict thermo-mechanical behavior in additive manufacturing of parts by means of simulation.”
— Alejandro Lázaro
Process and Material Manager, Meltio
Improving Printability of Large Directed Energy Deposition Components with Simulation
Meltio and Ansys evaluated the accuracy of Ansys additive manufacturing simulation. Using the additive manufacturing directed energy deposition (AM-DED) module in the Ansys Additive Suite, the printability of a nickel-based turbine blade component was investigated and the results were compared with a physical part.

Figure 1. Meltio Technology - Printhead inside of M450
Challenges
Directed energy deposition (DED), an additive manufacturing (AM) technology, is known for its varied usages that enable manufacturing and the repair of metal components using powder or wire material. While other technologies, such as powder bed fusion, limit the size of the printing components to the machine build envelopes, AM-DED (wire arc and laser-based wire) processes offer larger build envelopes, high deposition rates, greater cost benefits, and increased manufacturing freedom due to the multiple deposition axes. AM-DED is used today across multiple industries, including mass manufacturing, maintenance, and industrial applications. But despite these advantages, distortions and residual stresses can potentially be observed in printed components. Especially when manufacturing large metal components that can take days or weeks to complete, it is essential to control the process and avoid manufacturing defects. Meltio’s technology, wire laser metal deposition is a DED process that functions by precisely stacking weld beads on top of one another, in wire form, when introduced into the laser generated melt pool.
It comes packaged in a compact deposition head, a host of multiple lasers, and is capable of processing single and dual wire simultaneously within the same build.
Engineering Solutions
In the AM-DED module within the Ansys Additive Suite, a custom system is available to simulate thermomechanical behavior during the DED process. A turbine blade component (geometry size) was selected because it showed manufacturing complexity and the potential for high deformations, if no cooling pauses were added to the process.
An easy-to-use wizard was used to set up the analysis, discretize the geometry, and select parts and baseplate materials. In the workflow, the thermal history can be calculated based on process parameters (i.e., material deposition rate, preheat temperatures, dwell times, etc.) and results are subsequently transferred to calculate deformation and stresses in a structural analysis.
AM-DED printing simulations can help predict warp and defects, and they can also aid in understanding the influence of process parameters. Thermal measurements and process monitoring (i.e., cooling and printing times) in combination with simulation tools not only helped calibrate the analysis, but also gave insight into understanding the impact of process parameters. For this collaboration, the part was printed first, then real-time measurements were used to calibrate thermal coefficients. The printing and cooldown time of the component was in the order of four hours 53 minutes, with a total of 114 layers and wire length used of 183 m.

Figure 2. G-code weld path displayed on the turbine blade and process parameters used in Ansys 2023 R2.
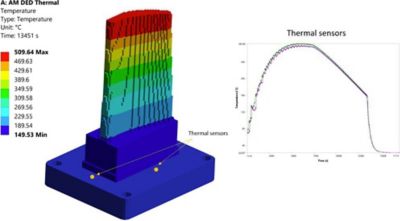
Figure 3. Overheating in the upper layers and thermal sensors captured with the simulation.
Benefits
The temperature results were used to evaluate overheating regions and make correlations with thermal sensors. During the manufacturing of the blade, overheating was observed towards the tip of the geometry. This thermal effect is expected and could be improved by allowing longer wait times between layers, enabling different cooling systems, or using different process parameters in the upper layers (Figure 3). Overheating is also not desirable as it can cause nonhomogeneous microstructures, porosity, and other defects.
Once the transient thermal analysis was completed, the thermal history results were automatically transferred to a structural analysis. In AM-DED, the high-temperature gradients of AM processes can cause high deformations and residual stresses.
Fractures are generally observed if large amounts of overheating are generated during the process, especially close to the anchor bolts. The simulation results can be used to understand and avoid those defects.
Like other AM technologies, DED is also affected by warping effects. As overheating regions accumulate in the upper layers, deformation is also expected in the same locations. In order to test the simulation, a sample blade was purposely printed with an accelerated process that overheated the structure, resulting in a deformation in the tip that reached a maximum value of 4.0 mm compared to the target geometry. If compared with the component height (value in mm), the value could be considered insignificant; however, for the given application, it will require a redesign and or a new print of the component. Meltio was also able to provide a scan of the real printed part, and the results were compared. As can be seen in Figure 4, the measurements indicate a deformation of the order of 4 mm, as predicted in the simulation.
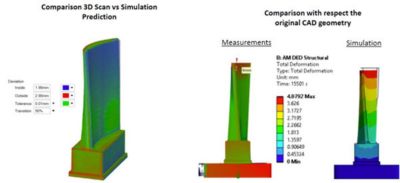
Figure 4. (a) Comparison between the 3D scan versus the simulation prediction; (b) comparison between the measurements, simulation results, and nominal geometry.

Figure 5 (left). Comparison between turbine blade printed on the base and after removing and machining. Figure 6 (center). Turbine blade printed (DED) removed from the base. Figure 7 (right). Turbine blade printed (DED) on the base.
Project Contributors
The team for this project includes Alejandro Lázaro, Process and Material Manager at Meltio, Fran Carretero, Process and Material Engineer at Meltio, Abel Ramos, Lead Application Engineer at Ansys and Enrique Escobar, Lead Application Engineer at Ansys.
Let’s Get Started
If you're facing engineering challenges, our team is here to assist. With a wealth of experience and a commitment to innovation, we invite you to reach out to us. Let's collaborate to turn your engineering obstacles into opportunities for growth and success. Contact us today to start the conversation.